固废处理环评压滤机W1=(100-P2)÷(100-P1)×W2=[(100-78)÷(100-99.6)] ×2.84≈156.2(t/h)n=Q÷W1=13000÷(156.2×14)≈6(台)因此应为 8 台(6 用 2 备)

(2)维持各相互配合位置的清理并填补适当的润滑脂以确保润化优良。
该系统是压滤机的大脑,控制着各部的动作,主要由PLC主机、继电器、接触器,接近开关、箱体、各类开关、各类按钮及指示灯等组成。其中主机PLC为控制中心,输入程序进行控制,接近开关、电接点压力表和各按钮为指令输入,经PLC处理而发出信号控制各执行元件的动作。液压系统该系统是压滤机活动零部件的动力源,主要由油箱、液压油、液压回路、管路、压力表等组成,液压回路控制油缸和马达的动作,大型压滤机由马达液回路和油缸液压回路组成,液压回路由泵提供动力,由各类阀来控制回路液压油的流向,压力、流量等。
4、压滤机的停机操作(1) 当气泵压力上升到0.5mpa时哭板已上满。

滤布的褶皱现象通常是由于不正确的对中引起,张紧度不够也可能导致滤布起皱,虽然过滤机装备有一个加重的转动轮进行滤布张紧,但该轮也需要另外加重。转辊滑块留有槽口供加重使用。有时在滤布转辊或滑动调节块上,沉积固体物会导致滤布错位和起皱折。当发生这种情况时,应首先停止过滤机,彻底清洁转辊和滑动调节块。启动驱动器,重新调整滤布进行对中和张紧。然后在过滤机正常操作时仔细观察固体物的堆积情况。如有必要,可加大冲洗水量冲洗掉残余的固体物。压滤机错位和起皱也有可能是由卷紧轮或其他转辊的错位致使的。这种错位方式表现为滤布拉链对角偏转。因为滤布每侧行程的外缘间隔不均匀,致使在绕过滤机的行走方向上滤布的一边领先于另一边,这么领先一边的行程间隔较短。经过利用在张紧轮滑动调节块上加平衡块削减滤布拖后一边的张力,缩短滤布拖后一边的行程距,然后纠正这种表象。
2.1.3 所需带式压滤机的数量n=Q/W1(3) 式中 Q--污泥总量, t/h;W1--单台带式压滤机的处理能力, t/h。
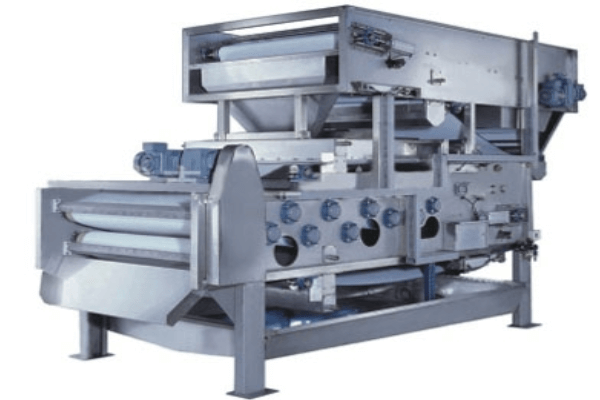
固废处理环评压滤机加压脱水,污泥随滤布移动进入加压脱水区,在6个呈垂直状的滚轮间,依滚轮直径由大到小,压力则有效逐渐变大的装置,随上下滤布在不同的滚轮之间因变换滤布上下位置而对污泥产生剪切力,将污泥中的毛细管结合水压榨出来,以产生较干的污泥饼。带式压滤机特点1、电耗低,处理能力大;
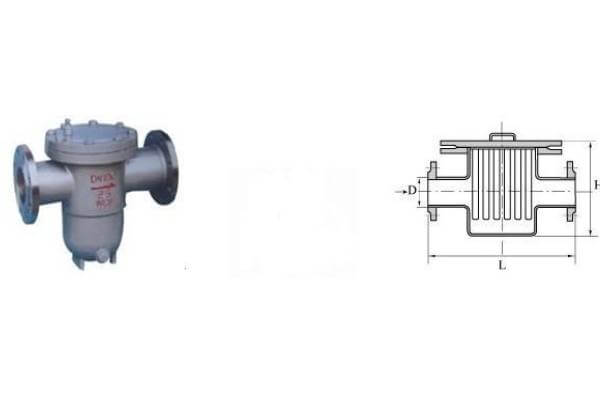
压滤机由两根主梁,一端与油缸体相连,另一端与止推板相连,形成一矩形框架,保证各部正常运行。
以上就是有关固废处理环评压滤机的相关问题,希望能够对您有所帮助,选择压滤机厂家就找助成机械。
固废处理环评压滤机在厢式压滤机的普通应用中,我们经常发现厢式压滤机具有热量的外观。这种热量会对压滤机的应用产生一定的影响,那么我们如何才能消除这种过热现象呢?厢式压滤机过热有两个原因: 一个是液压系统,另一个是压滤机滤板。厢式压滤机的液压系统与温度密切相关。助成:厢式压滤机温控液压系统可由设备散热装置控制,使厢式压滤机能正常运行,对液压站温度不宜过高的要求尤为重要,因为这会影响液压系统并导致系统故障。厢式压滤板由聚丙烯材料制成,可用于避免过热处理,减缓温度升高,降低压滤板的分解和氧化焓,以及滤板的应用周期。减少滤板的损坏,提高生产率,获得更大的利润。
带式压滤机为何那么说呢由于带式压滤机的滤板功效便是来担负全部工业设备的过虑总面积的,因此 带式压滤机的滤板薄厚立即牵涉到过虑总面积的尺寸及其水平。
以上就是有关固废处理环评压滤机的相关问题,希望能够对您有所帮助,选择压滤机厂家就找助成机械。
本文链接:http://www.zcjx01.com/ask/7029.html
关键词:
- 上一篇:用滤框压滤机对悬浮液进行过滤
- 下一篇:压滤机加药为向开搅拌器

